Настройка
Механизм подачи продукта
При помощи регулировочных маховиков с левой стороны подающей машины отрегулируйте натяжение подающей цепи с толкателями. Отрегулируйте ширину подающего желоба в соответствии с размерами пакуемого продукта.
Механизм протяжки пленки
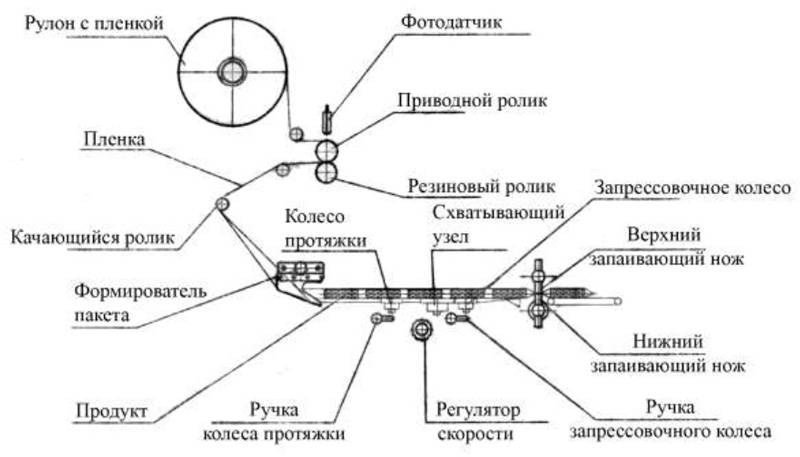
- После установки пленки на самоцентрирующийся вал необходимо заправить пленку в механизм протяжки. Схема заправки немного отличается в зависимости от наличия или отсутствия маркиратора кодов.
- Независимо от схемы, после заправки пленки в формирователь пакетов, отпустите ручку колеса протяжки, пропустите пленку через колесо протяжки, формирователь продольного шва, запрессовочное колесо и затем зафиксируйте ручку.
- Запустите машину в толчковом режиме и остановите после того, как пленка пройдет механизм запайки.
- Если натяжение в центре и по краям пленки неравномерное, его необходимо отрегулировать при помощи изменения положения качающегося ролика или угла установки качающегося рычага.
- Если продольный шов несимметричный, необходимо отрегулировать его положение при помощи центровочного маховика.
Схема заправки пленки при наличии маркиратора кодов:
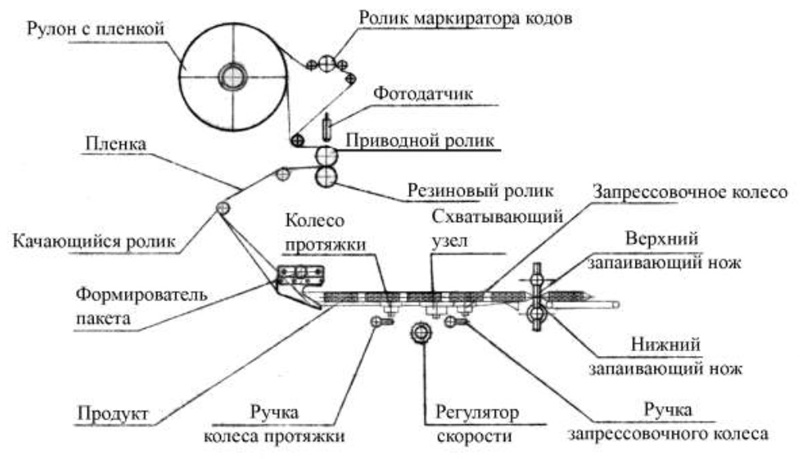
Схема заправки пленки при отсутствии маркиратора кодов:
Формирователь пакетов
Формирователь пакетов служит для складывания упаковочной пленки в рукав определенной ширины и высоты.
Ширина рукава должна быть на 5 мм больше ширины продукта и регулируется при помощи настроечного маховика.
Для регулировки высоты рукава, ослабьте стопорящий маховик и перемещайте формирователь вверх-вниз. Высота рукава также должна быть на 5 мм больше высоты продукта. После регулировки зафиксируйте маховик.
Формирователь продольного шва
Механизм формирования продольного шва состоит из колеса протяжки, нагревательного блока, запрессовочного колеса, регулятора скорости и т.д. Для получения сплошного и ровного шва необходимо настроить механизм, руководствуясь следующими рекомендациями:
- Проложите лист копировальной бумаги между двумя листами обычной бумаги и пропустите их между спаивающими колесами. Отпечаток, оставленный на листах, должен быть четким и ровным. Если это не так, отрегулируйте взаимное положение колес, добиваясь получения нужного результата.
- Если положение колес установлено правильно, температура соответствует рекомендованной, но качество шва по-прежнему неудовлетворительное, попробуйте изменить степень прижатия колес друг к другу.
- Механизм формирования шва отрегулирован на заводе и в дополнительных регулировках, как правило, не нуждается.
Механизм запайки краев роторного типа.
Регулировка резака.
Заводские установки седла в дальнейших настройках, как правило, не нуждаются. Если это все-таки необходимо, используйте копировальную бумагу для контроля качества оттиска. В случае неудовлетворительных результатов, ослабьте винты М10 и настройте положение седла при помощи регулировочного винта, после чего затяните винты М10. Нагрев при регулировке не нужен.
Регулировка резака осуществляется с использованием тонколистовой меди. Температура нагрева при регулировке устанавливается 120°С.
Регулировка высоты держателя резака.
Высота держателя резака устанавливается таким образом, чтобы линия спаивания проходила на уровне половины высоты продукта. Для этого ослабьте четыре винта на боковой панели держателя резака и настройте средний регулировочный винт для достижения необходимого результата. После этого не забудьте затянуть фиксирующие винты.
Настройка скорости вращения ножей.
Скорость вращения ножей устанавливается в зависимости от длины упаковки таким образом, чтобы избежать чрезмерного натяжения или наоборот сморщивания пленки. При чрезмерном натяжении пленки вращайте регулировочный маховик в сторону уменьшения скорости вращения ножей, при сморщивании – в сторону увеличения скорости вращения ножей.
Настройка положения линии отреза.
- На панели управления выберите окно установки параметров и установите значение положения линии отреза «по цветовым меткам»
- Положите 3-5 образцов продукта между толкателями транспортера, запустите машину и сделайте пробную упаковку.
- Проконтролируйте положение образцов относительно цветовых меток и при помощи маховика регулировки положения толкателей добейтесь того, чтобы образцы располагались строго посередине между цветовыми метками.
В случае отсутствия цветовых меток:
- Положите 3-5 образцов продукта между толкателями транспортера, запустите машину и сделайте пробную упаковку.
- Визуально проконтролируйте положение образцов относительно линии отреза и при помощи маховика регулировки положения толкателей добейтесь того, чтобы линия отреза располагалась на равном расстоянии от образцов.
Наверх
Задать вопрос
Вернуться на предыдущую страницу